








Станок для производства стальных труб ERW273x12.7; ZTFIV; ZTZG
Описание
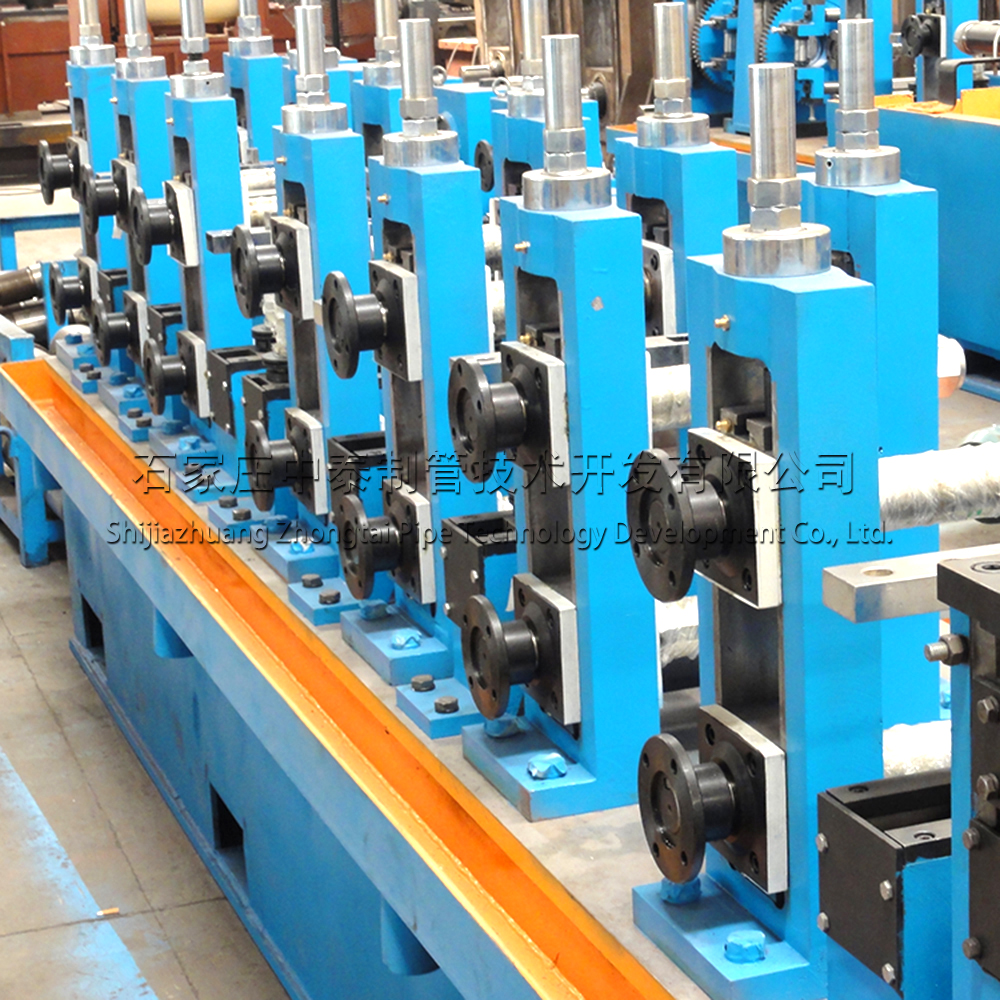
Трубопрокатный стан ERW также называют линией по производству высокочастотных продольно сварных труб. В качестве материалов используются горячекатаные или холоднокатаные рулоны полосы, такие как углеродистая сталь и высокопрочная сталь и т. д.
Стальная полоса разматывается на разматывающем устройстве, а затем, пройдя через сварочный аппарат, поступает в накопитель. После экструзии на роликах полоса разделяется на две части: обрезную и чистовую. После высокочастотной индукционной сварки и калибровки, на выходе получается труба необходимой длины, которая затем отрезается летающей пилой и, наконец, укладывается и упаковывается. Данная производственная линия представляет собой комплексную линию непрерывной сварки стальных полос в трубы.в основном состоит из разматыватель, ножницы и торцевая сварка, аккумулятор, формовочно-калибровочная машина, Сварочный аппарат HF, летающая пила, штабелирующая и упаковочная машина.
Если к стальным трубам предъявляются особые требования или задачи, необходимо добавить испытательное оборудование, такое как гидравлическая испытательная машина, машина для отжига средней частоты, ультразвуковой дефектоскоп и т. д.

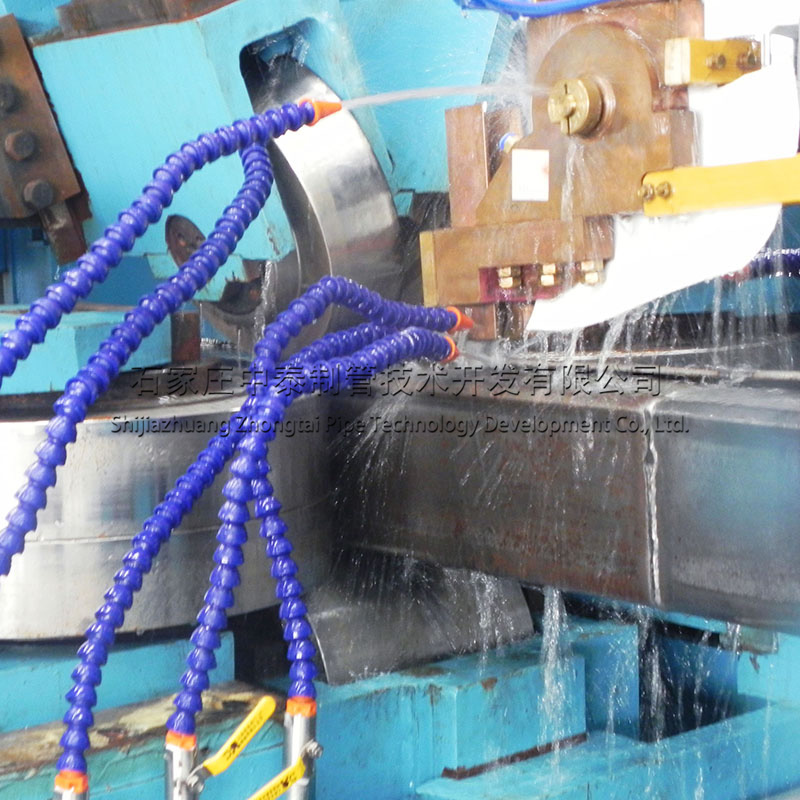
Линия высокочастотной сварки труб в основном используется для непрерывного производства труб с прямым швом. В ней применяется высокочастотная индукционная сварка, которая позволяет производить не только круглые трубы, но и соответствующие им квадратные и трубы специальной формы. Аппарат высокочастотной сварки труб в основном используется для производства различных чугунных труб, строительных труб, конструкционных труб, водопроводных труб, нефтепроводов, труб API и т. д.
Tтехнический поток
Прокрутка вверх→Разматывание→Сдвиг и сварка→Спиральный аккумулятор→Формирование→Высокочастотная индукционная сварка→Удаление наружных заусенцев→Охлаждение→Размер→Летающая пила→Таблица выхода→Проверка→Упаковка→Склад
Fпроцесс формирования
| Круглая труба | Процесс холодной прокатки | Удачная конструкция роликов |
| процесс формирования ZTF | Сэкономьте как минимум 60% на стоимости роликов благодаря электрическому управлению регулировкой. Читать далее | |
| Квадратные и прямоугольные трубы | Общий процесс округления до квадратного | Стабильный процесс формования |
| Круглый-to-квадрат с головой турка | Хорошее качество труб | |
| Процесс непосредственноквадрат-to-квадрат(DSS) | OОдин комплект роликов позволяет производить все виды труб с электронным управлением и автоматической регулировкой. Читать далее |
Основные технические характеристики линии по производству сварных труб
| Продукт и выход | Круглая труба | 114мм-273Толщина в мм:3.0мм-10.0mm |
| Квадратная и прямоугольная труба | 90 мм ×90 мм -210мм×210Толщина в мм:3.0мм-8.0mm | |
| Длина | 6mДопуск по длине -12 м: ±3 мм | |
| Скорость производства | 20-45м/мин | |
| Производственная мощность | 40,000 тонн/год | |
| Потребление | Установленная мощность завода | 350 кВт |
| Линейная область | 120м (длина) ×10м (ширина) | |
| Рабочий | 6-8 рабочих | |
| Сырье | Материал | Рулон из углеродистой стали Q235B (ASTM GR)·D,σс 230) |
| Ширина | 280мм-69Толщина 0 мм:2.0мм-8.0mm | |
| Идентификатор катушки | 570-640 мм | |
| Наружный диаметр катушки | Макс1800 мм | |
| Вес катушки | 15,0 т |
Преимущество
Преимущества оборудования:
При производстве круглых труб можно использовать технологию формовки ZTF.
При производстве квадратных и прямоугольных труб можно использовать технологию прямой квадратной вырубки (DSS).
Продукция: трубы для архитектурных конструкций, трубы для жидкостей низкого давления, трубы для угольных конвейерных лент, трубы для приводных валов, трубы для ограждений, трубы для фундаментов башен, стальные трубы для автомобильных балок и другая продукция.
Больше товаров



| Линия прокатного стана для труб ERW | |||||
| Модель | Rкруглая труба mm | Квадраттрубка mm | Толщина mm | Скорость работы м/мин | |
| ВПВ20 | Ф8-Ф20 | 6x6-15×15 | 0,3-1,5 | 120 | Читать далее |
| ERW32 | Ф10-Ф32 | 10×10-25×25 | 0,5-2,0 | 120 | |
| ERW50 | Ф20-Ф50 | 15×15-40×40 | 0,8-3,0 | 120 | |
| ВПВ76 | Ф32-Ф76 | 25×25-60×60 | 1.2-4.0 | 120 | |
| ERW89 | Ф42-Ф89 | 35×35-70×70 | 1.5-4.5 | 110 | |
| ERW114 | Ф48-Ф114 | 40×40-90×90 | 1.5-4.5 | 65 | |
| ERW140 | Ф60-Ф140 | 50×50-110×110 | 2.0-5.0 | 60 | |
| ERW165 | Ф76-Ф165 | 60×60-130×130 | 2.0-6.0 | 50 | |
| ERW219 | Ф89-Ф219 | 70×70-170×170 | 2.0-8.0 | 50 | |
| ERW273 | Ф114-Ф273 | 90×90-210×210 | 3.0-10.0 | 45 | |
| ERW325 | Ф140-Ф325 | 110×110-250×250 | 4.0-12.7 | 40 | |
| ВПВ377 | Ф165-Ф377 | 130×130-280×280 | 4.0-14.0 | 35 | |
| ERW406 | Ф219-Ф406 | 170×170-330×330 | 6.0-16.0 | 30 | |
| ERW508 | Ф273-Ф508 | 210×210-400×400 | 6.0-18.0 | 25 | Читать далее |
| ERW660 | Ф325-Ф660 | 250×250-500×500 | 6.0-20.0 | 20 | Читать далее |
| ERW720 | Ф355-Ф720 | 300×300-600×600 | 6.0-22.0 | 20 | Читать далее |
| ЛИНИЯ ПО ПРОИЗВОДСТВУ ТРУБ ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ | |||||
| Модель | Rкруглая труба mm | Квадраттрубка mm | Толщина mm | Рабочая скорость м/мин | |
| SS25 | Ф6-Ф25 | 5×5-20×20 | 0,2-0,8 | 10 | Читать далее |
| SS32 | Ф6-Ф32 | 5×5-25×25 | 0,2-1,0 | 10 | Читать далее |
| SS51 | Ф9-Ф51 | 7×7-40×40 | 0,2-1,5 | 10 | Читать далее |
| SS64 | Ф12-Ф64 | 10×10-50×50 | 0,3-2,0 | 10 | Читать далее |
| SS76 | Ф25-Ф76 | 20×20-60×60 | 0,3-2,0 | 10 | Читать далее |
| SS114 | Ф38-Ф114 | 30×30-90×90 | 0,4-2,5 | 10 | Читать далее |
| SS168 | Ф76-Ф168 | 60×60-130×130 | 1.0-3.5 | 10 | Читать далее |
| SS219 | Ф114-Ф219 | 90×90-170×170 | 1.0-4.0 | 10 | Читать далее |
| SS325 | Ф219-Ф325 | 170×170-250×250 | 2.0-8.0 | 3 | Читать далее |
| SS426 | Ф219-Ф426 | 170×170-330×330 | 3.0-10.0 | 3 | Читать далее |
| SS508 | Ф273-Ф508 | 210×210-400×400 | 4.0-12.0 | 3 | Читать далее |
| SS862 | Ф508-Ф862 | 400×400-600×600 | 6.0-16.0 | 2 | Читать далее |
Оставьте ваше сообщение
СвязанныйПРОДУКТЫ
-

Трубопровод для транспортировки нефти и газа (API) φ219×10...
-

Трубопрокатный стан для транспортировки нефти и газа Φ720×20...
-

Трубопрокатный стан φ720×22 для транспортировки нефти и газа...
-

Трубопрокатный стан φ165×8 для транспортировки нефти и газа...
-

Оборудование для нефтегазопроводов
-

Трубопрокатный стан для транспортировки нефти и газа, диаметр трубы Φ406×16...






