









Система быстрой смены трубопрокатного стана ERW
Специализация: линии по производству труб
Более 23 лет...
Он используется для быстрой замены роликов. Ролик следующей трубы, которую необходимо изготовить, заранее устанавливается на быстросменный вал. Когда необходимо изменить спецификацию трубы, механизм быстросменной рейки выталкивает вал с используемым роликом, и быстросменный вал с установленным новым роликом может быть введен в эксплуатацию, что позволяет быстро менять спецификацию трубы.
Система быстрой замены
В линии используется система быстрой смены для секций формовки и калибровки. Опорные валы могут быть предварительно собраны с соответствующими роликами. При переключении используется корончатый механизм для установки вала на производственные стенды, фиксации крепежного болта и соединения с трансмиссионным валом (трансмиссионный вал имеет быстроразборную конструкцию, не требующую установки винтов фланцевой пластины). Разборка вала осуществляется с помощью гидравлической системы для удобства работы. Эта система быстрой смены была протестирована во многих условиях и доказала свою эффективность в решении проблемы обратного потока воды, а также в одновременном удалении окалины, золы и пыли во время работы.
Мы здесь, чтобы помочь вам добиться успеха.

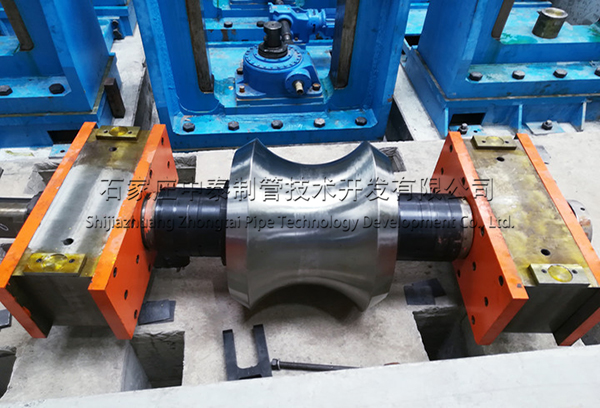
Система быстрой смены валов горизонтального опорного ролика
При замене валов оттяните боковую часть всего валкового узла, поднимите валковый узел с валом первой спецификации с транспортировочной тележки с коронкой и отложите его в сторону, поднимите валковый узел с валом второй спецификации, поместите его на транспортировочную тележку, а затем задвиньте вал обратно в раму. Это сокращает время замены валов на всей мельнице с ~6 часов до ≤2 часов.

Гидравлическое устройство для снятия трансмиссионного вала
Вал трансмиссии имеет быстроразборную конструкцию, не требующую демонтажа винтов фланцевой пластины. Демонтаж вала осуществляется с помощью гидравлической системы, что упрощает работу. Время замены роликов с системой быстрой замены: около 8 часов (обычно без системы быстрой замены требуется 1,5-2 дня).

Быстросменный вал
Когда необходимо изменить технические характеристики трубы, следует предварительно нагрузить трубу новыми параметрами, после чего можно ввести в производство быстросменный вал с новым роликом, что позволит быстро изменить технические характеристики стальной трубы.При наличии дополнительного комплектавалыПримерное время замены роликов составляет <2 часов.
Информация о продукте
| Компонент линии по производству стальных труб | Размотчик Сварщик-ножницы и торцевой сварки Аккумулятор Формовочно-калибровочная машина Сварочный аппарат HF Летающая пила Машина для штабелирования и упаковки |
| Компонент оборудования | Прецизионный формовочный валовый узел вал направляющего ролика шва валов экструзионного ролика узел полировки валов валов Блок валов тяговой рамы Станок для правильной калибровки валов |
| Материал | Высокопрочная сталь, низкоуглеродистая сталь, оцинкованная сталь и т.д. |
| Ширина полосы стальной ленты | 320 мм - 2400 мм |
| Толщина полосы стали | Макс. 22 мм |
| Рулонная стальная полоса | Внутренний диаметр: Φ 610-760 мм Внешний диаметр: Φ 1300-2300 мм Вес: Макс. = 8-30 т |
| Круглая труба | Φ114-Φ720 мм |
| Толщина | 1,2-22,0 мм |
| Квадратные и прямоугольные трубы | 80x80 мм - 600x600 мм |
| Толщина | 1,2-22,0 мм |
| Длина | 4-16 м |
| Скорость формования | 20-80 м/мин (Внимание: максимальный диаметр трубы не соответствует максимальной скорости) |
| Направление кормления | Подача слева (или справа), выбор за клиентом. |
| Установленная электрическая мощность | 400 кВт-2500 кВт |
| Размер производственной линии | 78 м (длина) × 6 м (ширина) - 400 м (длина) × 40 м (ширина) |
| Цвет машин | Синий или на заказ |
| Годовой объем производства | 8-30 Т |
Высокая степень автоматизации
Одна из ключевых настроек сервомотора.
Низкий уровень отходов
Низкий уровень отходов и низкая себестоимость производства.
Высокая точность
Погрешность диаметра составляет всего 0,5/100 от внешнего диаметра трубы.
Применение оборудования для производства труб
Мы можем спроектировать и изготовить оборудование для производства труб в соответствии с требованиями заказчиков.



Всё необходимое для создания линии по производству стальных труб.
Наш сертификат

Наша компания
Компания Shijiazhuang Zhongtai Pipe Technology Development Co., Ltd. была основана в 2000 году и расположена в городе Шицзячжуан, столице провинции Хэбэй. Завод занимает площадь 67 000 квадратных метров. Наша основная продукция включает в себя высокочастотные линии по производству прямосварных труб, линии по производству холоднокатаной стали, многофункциональные линии по производству холоднокатаной стали/сварных труб, линии продольной резки, прокатные станы для нержавеющей стали, различное вспомогательное оборудование и ролики для трубопрокатных станов и т.д.

Готов к новому
Деловое приключение?
Свяжитесь с нами прямо сейчас!
| Линия прокатного стана для труб ERW | |||||
| Модель | Rкруглая труба mm | Квадраттрубка mm | Толщина mm | Скорость работы м/мин | |
| ВПВ20 | Ф8-Ф20 | 6x6-15×15 | 0,3-1,5 | 120 | Читать далее |
| ERW32 | Ф10-Ф32 | 10×10-25×25 | 0,5-2,0 | 120 | |
| ERW50 | Ф20-Ф50 | 15×15-40×40 | 0,8-3,0 | 120 | |
| ВПВ76 | Ф32-Ф76 | 25×25-60×60 | 1.2-4.0 | 120 | |
| ERW89 | Ф42-Ф89 | 35×35-70×70 | 1.5-4.5 | 110 | |
| ERW114 | Ф48-Ф114 | 40×40-90×90 | 1.5-4.5 | 65 | |
| ERW140 | Ф60-Ф140 | 50×50-110×110 | 2.0-5.0 | 60 | |
| ERW165 | Ф76-Ф165 | 60×60-130×130 | 2.0-6.0 | 50 | |
| ERW219 | Ф89-Ф219 | 70×70-170×170 | 2.0-8.0 | 50 | |
| ERW273 | Ф114-Ф273 | 90×90-210×210 | 3.0-10.0 | 45 | |
| ERW325 | Ф140-Ф325 | 110×110-250×250 | 4.0-12.7 | 40 | |
| ВПВ377 | Ф165-Ф377 | 130×130-280×280 | 4.0-14.0 | 35 | |
| ERW406 | Ф219-Ф406 | 170×170-330×330 | 6.0-16.0 | 30 | |
| ERW508 | Ф273-Ф508 | 210×210-400×400 | 6.0-18.0 | 25 | Читать далее |
| ERW660 | Ф325-Ф660 | 250×250-500×500 | 6.0-20.0 | 20 | Читать далее |
| ERW720 | Ф355-Ф720 | 300×300-600×600 | 6.0-22.0 | 20 | Читать далее |
| ЛИНИЯ ПО ПРОИЗВОДСТВУ ТРУБ ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ | |||||
| Модель | Rкруглая труба mm | Квадраттрубка mm | Толщина mm | Рабочая скорость м/мин | |
| SS25 | Ф6-Ф25 | 5×5-20×20 | 0,2-0,8 | 10 | Читать далее |
| SS32 | Ф6-Ф32 | 5×5-25×25 | 0,2-1,0 | 10 | Читать далее |
| SS51 | Ф9-Ф51 | 7×7-40×40 | 0,2-1,5 | 10 | Читать далее |
| SS64 | Ф12-Ф64 | 10×10-50×50 | 0,3-2,0 | 10 | Читать далее |
| SS76 | Ф25-Ф76 | 20×20-60×60 | 0,3-2,0 | 10 | Читать далее |
| SS114 | Ф38-Ф114 | 30×30-90×90 | 0,4-2,5 | 10 | Читать далее |
| SS168 | Ф76-Ф168 | 60×60-130×130 | 1.0-3.5 | 10 | Читать далее |
| SS219 | Ф114-Ф219 | 90×90-170×170 | 1.0-4.0 | 10 | Читать далее |
| SS325 | Ф219-Ф325 | 170×170-250×250 | 2.0-8.0 | 3 | Читать далее |
| SS426 | Ф219-Ф426 | 170×170-330×330 | 3.0-10.0 | 3 | Читать далее |
| SS508 | Ф273-Ф508 | 210×210-400×400 | 4.0-12.0 | 3 | Читать далее |
| SS862 | Ф508-Ф862 | 400×400-600×600 | 6.0-16.0 | 2 | Читать далее |
Оставьте ваше сообщение
СвязанныйПРОДУКТЫ
-

Быстросменное настольное оборудование для сварки труб
-

Надежные оптовые поставщики высокочастотной сварки квадратных...
-

Быстросменный рабочий стол ZTZG Φ32 для сварки...
-

Быстросменный сварочный стенд, линия по производству труб
-

Быстросменный верстак для трубопрокатной обработки Φ50
-

Быстросменный рабочий стол ZTZG для сварки труб Φ127...






